- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Porozumění hodnotám laboratoře: Skutečný způsob, jak číst barvy – tři základní parametry pro řízení barevných rozdílů v technických plastech
"Je ΔE 2,1 ve zprávě kolorimetru přijatelné nebo ne?"
"Zákazník říká, že hodnoty Lab jsou vypnuté, ale barvy mi připadají téměř stejné."
To jsou otázky, které náš technický tým slyší každý den. V průmyslu technických plastů již není barevný rozdíl posuzován pouhým okem. Ať už se jedná o automobilové interiérové díly, 3C elektronická pouzdra nebo průmyslové konstrukční součásti, zákazníci téměř vždy zahrnují standard přijatelnosti barevných rozdílů, který jasně uvádí: ΔE ≤ 0,5 s hodnotami L, a, b v rámci specifikovaných tolerancí.
Takže co přesně jsou L, a a b? A proč jsou spolehlivější než vizuální kontrola? Dnes si tyto tři parametry vysvětlíme jazykem výroby technických plastů.

I. „Souřadnicový systém“ barev: Barevný prostor laboratoře
Představte si, že k určení polohy na mapě potřebujete zeměpisnou délku, šířku a nadmořskou výšku. Barevný prostor Lab je „trojrozměrný souřadnicový systém“ pro barvy.
Byla založena Mezinárodní komisí pro osvětlení (CIE) v roce 1976 a zůstává celosvětovým zlatým standardem pro měření barev. Jakákoli barva může být v tomto trojrozměrném prostoru jednoznačně umístěna pomocí sady souřadnic (L, a, b).
• L value (Lightness) : Rozsah od 0 do 100. L=100 je čistě bílá, L=0 je čistě černá. U technických plastů je černá část, která se objeví šedavě nebo bílá část, která se změní na nažloutlou, v podstatě změnou hodnoty L.
• hodnota (červený-zelený odstín): Kladné hodnoty označují červenou, záporné hodnoty označují zelenou. Když se ABS zpomalující hoření, které by mělo být jasně červené, změní na „nudnou cihlově červenou“, je pravděpodobně problémem hodnota a.
• Hodnota b (žluto-modrý odstín): Kladné hodnoty označují žlutou, záporné hodnoty označují modrou. Hodnota b je „nejcitlivější“ parametr – materiály jako PBT, PC a nylon jsou náchylné ke žloutnutí při vysokoteplotním zpracování. Když se hodnota b posune kladně, díl viditelně „zežloutne“.
II. Tři čísla, tři běžné „příznaky barevných rozdílů“
Na produkční úrovni rychle diagnostikujeme základní příčiny prostřednictvím změn hodnot Lab:
1. Velká odchylka v hodnotě L – Upřednostněte kontrolu stavu materiálu a procesu lisování.
• Vysoká hodnota L (příliš bílá/bledá): Možná nízká teplota formy nebo nedostatek oxidu titaničitého v barevné předsměsi.
• Nízká hodnota L (příliš tmavé): Možná degradace materiálu (nadměrné vystavení vysokým teplotám) nebo špatné odvětrání formy.
2. Velká odchylka v hodnotě – Upřednostněte kontrolu složení materiálu.
• Pozitivní posun hodnoty (načervenalé): Běžné u materiálů zpomalujících hoření, kde se zpomalovač hoření při vysokých teplotách rozkládá a způsobuje změnu barvy barviva.
3. Velká odchylka v hodnotě b – Upřednostněte kontrolu podmínek sušení a teploty vstřikování.
• Pozitivní posun v hodnotě b (nažloutlý): Nejčastější příčinou je přesušení nebo nadměrná teplota taveniny. Nylonové materiály jsou obzvláště citlivé – drift b-hodnoty 0,5 je pouhým okem viditelně „nažloutlý“.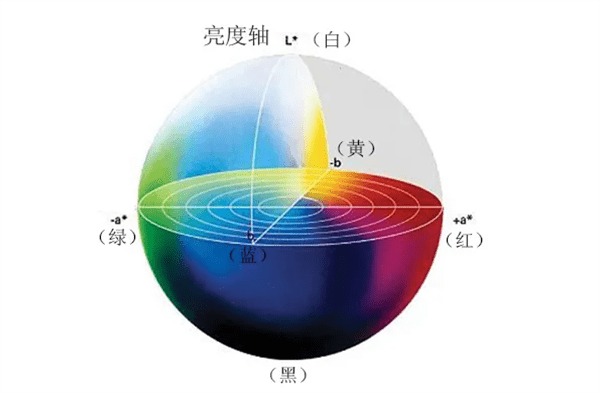
III. Co je ΔE? Proč se nemůžeme spolehnout na ΔE Alone?
ΔE je kombinovaná odchylka napříč rozměry L, a a b, vypočtená jako:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
Pro shrnutí „celkového rozdílu barev“ používá jediné číslo, což usnadňuje rychlé posouzení. Problém však je: Stejné ΔE může představovat velmi odlišné barevné odchylky.
Například:
• Případ A: ΔL=1,0, Δa=0, Δb=0 → ΔE=1,0 (trochu příliš bílé)
• Případ B: ΔL=0,6, Δa=0,6, Δb=0,6 → ΔE≈1,04 (odchylky ve všech třech směrech)
Oba mají téměř stejné ΔE, ale případ B je „složitější“ a pouhým okem se může zdát „blátivější“. Profesionální kontrola rozdílu barev proto musí vzít v úvahu jak ΔE, tak individuální tolerance. Běžný standard pro automobilové interiérové díly je: ΔE < 1,0, s |ΔL| < 0,5, |Δa| < 0,5, |Δb| < 0,5.
IV. Odkud pochází barevný rozdíl? Čtyři společné zdroje
Na základě dlouholetých zkušeností se službami zákazníkům spadají hlavní zdroje barevných rozdílů do čtyř kategorií:
1. Variace šarže materiálu – Různé šarže technických plastů mohou mít nepatrné rozdíly v základní barvě. Dokonce i pro stejnou jakost není kolísání b-hodnoty od šarže 0,3–0,5 pro POM neobvyklé.
2. Proces sušení mimo kontrolu – Materiály jako nylon, PET a PC jsou citlivé na vlhkost. Nedosušení nebo přesušení může způsobit žloutnutí. V jednom případě operátor zvýšil teplotu sušení z 80 °C na 100 °C, což způsobilo skokové zvýšení b-hodnoty z 1,2 na 2,8 a vyřazení celé šarže.
3. Posun vstřikovacího procesu – Malé změny protitlaku, rychlosti šneku, rychlosti vstřikování, přídržného tlaku, teploty formy atd. mohou změnit tok taveniny a chování krystalizace a ovlivnit vzhled barvy. Zvláště citlivé jsou materiály vyztužené skelnými vlákny.
4. Rozdíly v prostředí měření – Naměřené hodnoty mohou ovlivnit různé kolorimetry, světelné zdroje, měřicí otvory nebo dokonce tlak vyvíjený operátorem. Zákazníci a dodavatelé se musí dohodnout na jednotném standardu měření (např. osvětlení D65, úhel pozorovatele 10°).
V. Závěr: Barvu lze ovládat
U technických plastů už barva není záhadou. Tři čísla L, a a b mění subjektivní pocit „Myslím, že barva je špatná“ v objektivní fakt „hodnota L překračuje toleranci o 0,6, hodnota b o 0,8“. Pochopení čtyř zdrojů barevných rozdílů nám pomáhá předcházet problémům dříve, než nastanou.