- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

Faktory ovlivňující metody rychlosti plastu a modifikace
Faktory ovlivňující rychlost smršťování plastů
1. Materiální vliv:
(1) Typ materiálu: Různé typy plastů mají různé rychlosti smrštění (viz tabulka 1).
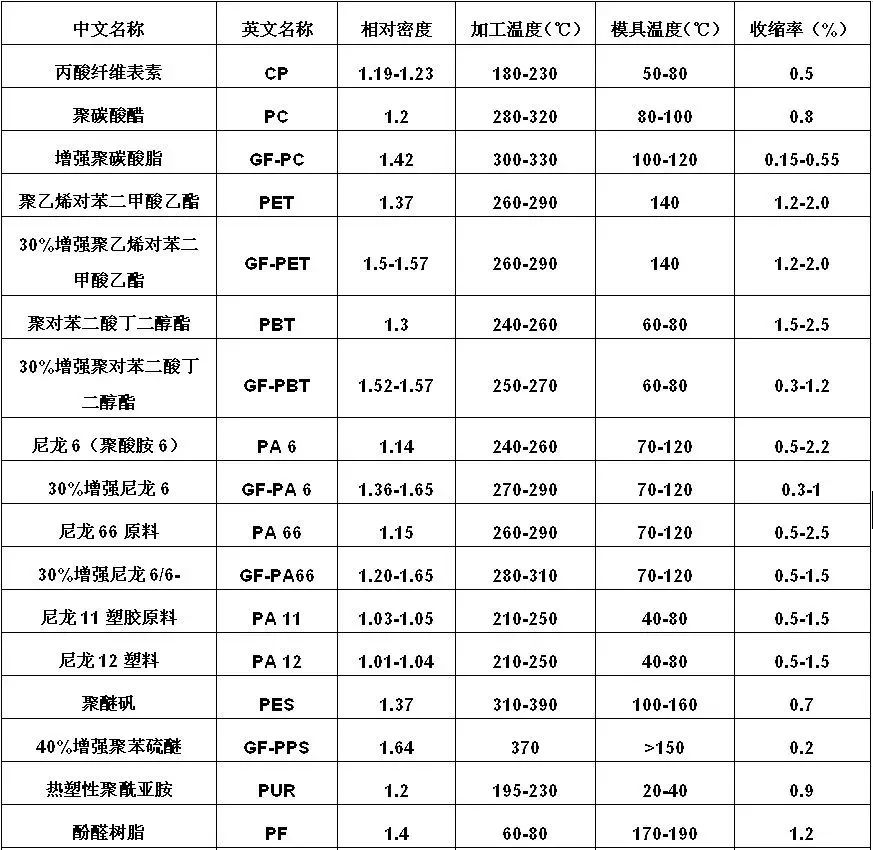
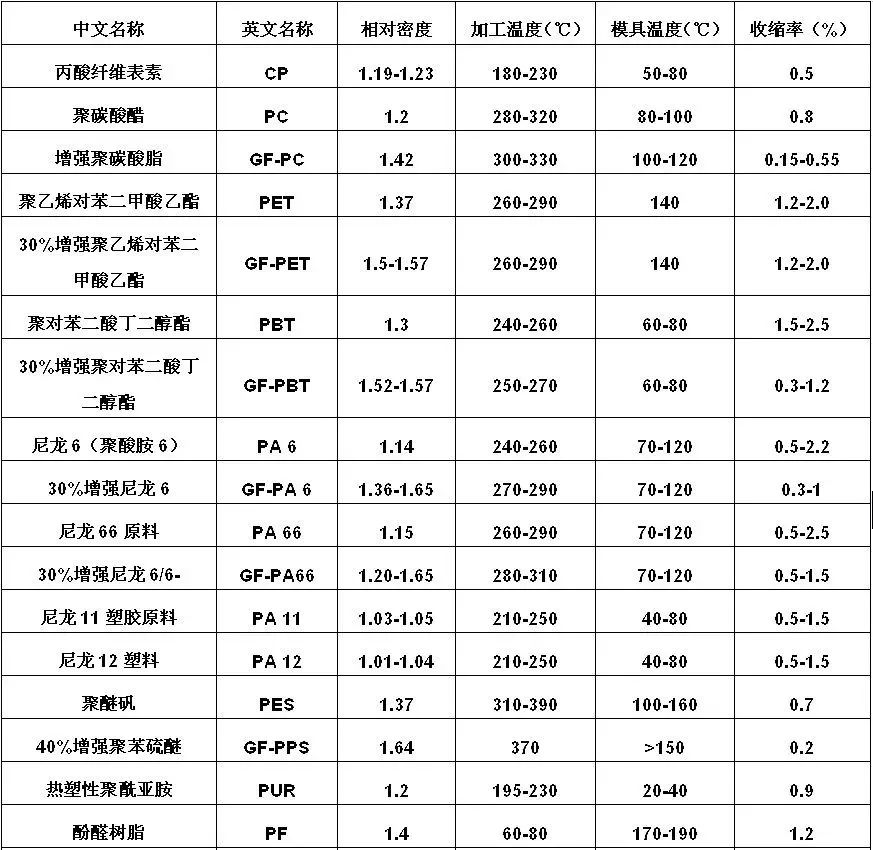
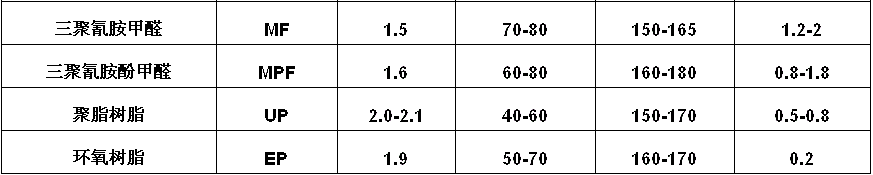
Z tabulky 1 je vidět, že mezi termoplastikami má 40%PPS vyztužené skleněnými vlákny nejnižší rychlost smrštění (0,2%), zatímco mezi termosety má epoxidová pryskyřice nejnižší rychlost smrštění (0,2%). Fluoroplastika má nejvyšší rychlost smrštění a dosahuje až přibližně 6%; následuje polyethylen s nízkou hustotou (LDPE) s maximální rychlostí smrštění 5%.
(2) Krystalinita materiálu: Pro stejný materiál vede nižší krystalinita k menší rychlosti smrštění. Mezi různými ovlivňujícími faktory má stupeň krystalinity pryskyřice nejvýznamnější dopad na smršťování.
(3) Molekulová hmotnost materiálu: Pro stejný materiál vede vyšší molekulová hmotnost k menší rychlosti smrštění. Pryskyřice se stejnou molekulovou hmotností, ale lepší tekutelnost vykazují nižší smrštění formování.
(4) Modifikace materiálu: Přidání dalších pryskyřic, elastomerů nebo plniv do základní pryskyřice snižuje její rychlost smrštění na různé stupně. Rozdíly v rychlosti smrštění pryskyřice výrazně ovlivňují rozměrovou přesnost částí během zpracování taveniny. Pro výrobu vysoce přesných plastových dílů musí být použity pryskyřice s nízkým smršťováním. Například PP pryskyřice má rychlost smrštění 1,8%-2,5%a její smršťování se zvyšuje se snižující se molekulovou hmotností, což ztěžuje výrobu vysoce přesných částí PP.
2. Vliv procesu procesu:
(1) S konstantní teplotou formování se zvyšuje tlak vstřikování.
(2) Zvyšující se tlak snižuje smršťování.
(3) Zvyšování teploty taveniny mírně snižuje smrštění.
(4) Vyšší zvyšování teploty formy se smršťováním.
(5) Delší doba držení se zmenšuje smršťování (smrštění není ovlivněno po zhoršení brány).
(6) Delší doba chlazení ve měsíci snižuje smrštění.
(7) Vyšší rychlost injekce má tendenci mírně zvyšovat smrštění (menší účinek).
(8) Shrikana formování je velká, post-shrinkáge je malá; Po prvních dvou dnech je post-shrinkage významná a stabilizuje se asi po jednom týdnu.

3. Vliv struktury části:
(1) Silné stěny mají vyšší smršťování než tenkostěnné části.
(2) Části s vložkami mají nižší smrštění než součásti bez vložek.
(3) Části s komplexními tvary mají nižší smršťování než jednoduché části ve tvaru.
(4) Smrštění ve směru délky je menší než smršťování ve směru tloušťky.
(5) Vnitřní otvory vykazují vysoké smršťování, zatímco vnější rysy vykazují nízké smrštění.
4. Vliv struktury:
(1) Větší velikost brány snižuje smrštění.
(2) Snížení kolmo ke směru brány je sníženo, zmenšuje se smršťování rovnoběžně se směrem brány.
(3) Oblasti dále od brány mají nižší smrštění než oblasti poblíž brány.
(4) Části části omezené formou vykazují nižší smrštění, neomezené části vykazují vyšší smrštění.
Metody modifikace ke snížení rychlosti smršťování plastů
1. Výplně vláken:
Vlákna zahrnují různá anorganická a organická vlákna. Jako příklad, přidání 35% skleněného vlákna do PP pryskyřice může snížit rychlost smrštění z 1,8% (neobsazeného) na 0,5%. Plasty vyztužené dlouhé skleněné vlákny vyvinuté v posledních letech nabízejí výhody při kontrole smršťování, vykazují nízké a konzistentní rychlosti smrštění v podélných i příčných směrech.
2. Enorganická plniva:
Mezi anorganické plnivy patří mastek, uhličitan vápenatý, síran barů, slídový prášek, wollastonit a montmorillonit atd. Typ plniva, tvar, velikost částic a úroveň povrchové úpravy ovlivňují jeho účinnost při úpravě rychlosti smrštění pryskyřice.
(1) Tvar výplně: plnivy různých tvarů ovlivňují redukci smršťování odlišně, přičemž pořadí účinnosti je: vločka> jehla> granulární> sférická. Například flaky Montmorillonite a Mica výrazně snižují složené smrštění.
(2) Velikost částic plniva: U stejného plniva mají menší velikosti částic větší vliv na snížení smrštění. Například u pp plněného mastku (20% mast + 8% POE), protože velikost částic mastného se zvětšuje ze 1250 síťoviny na 5 000 mřížky, rychlost smrštění se snižuje z 1,05% na 0,8%.
(3) Ošetření plniva: Povrchové ošetření plniva zvyšuje jeho účinek snižování smrštění. Například ABS plná 10% mastku vykazuje snížení smrštění z 0,48% na 0,42%, když je mastek ošetřen hlinitovaným vazebným činidlem.
(4) Načítání plniva: Pro stejné plnivo vede k většímu snížení rychlosti smrštění.
3. Redukční krystalinita:
(1) Přidání látek snižujících krystalizaci: Běžně se používají sloučeniny malých molekul, které narušují molekulární pravidelnost a brání molekulárnímu pohybu ve stavu taveniny, čímž se snižují krystalinitu.
(2) Přidání dalších pryskyřic: Míchání malého množství LDPE nebo HDPE do PP může narušit jeho krystalizaci během zpracování. Lze také přidat nekrystalické pryskyřice jako PS, ABS, PMMA nebo PC.
4. Adding elastomerů:
Lze přidat elastomery jako PoE, EPDM a SBS. Když je obsah elastomeru pod 5%, jejich účinek na snížení smrštění PP je podobný. Nad 5% obsah se účinnost liší podle typu, přičemž pořadí redukce smršťování je: POE> EPDM> SBS (v souladu s jejich zpřísňujícím účinkem na PP). Kombinace anorganických plniv a elastomerů ve výnosech PP lépe snižování smrštění.
5. Chemická modifikace roubování:
Modifikace štěpu PP může snížit jeho krystalinitu, čímž se dosáhne nižší rychlosti smrštění.